
So you're an inventory manager, and your CFO just asked you to reduce inventory by 10% before year end to free up some capital for next year's big investment in R&D. At first glance, it's not so bad; you've got nine months to do it. But then you look at historical trends and see that lately, your inventory has been growing by 3% each quarter. Suddenly, you need to be about 20% below your current year end plan! That's a big challenge! On top of that, you know you’d better do it without negatively impacting your customer service levels, because you can’t afford to spend all your time fighting fires for your customer service representatives. So, what improvement levers can you pull to accomplish this goal? Do you have the authority to act on your own? Even if you don’t, you can be sure that you’ll be held accountable anyway! Below are five levers that I believe should be available to an inventory manager to help them effectively plan and manage inventory. I’ll refer to Figure 1 below, a simple representation of the inventory of over time for a single part with safety stock, to explain the impact that each lever can have on your inventory levels. [caption id="attachment_16773" align="aligncenter" width="690"]
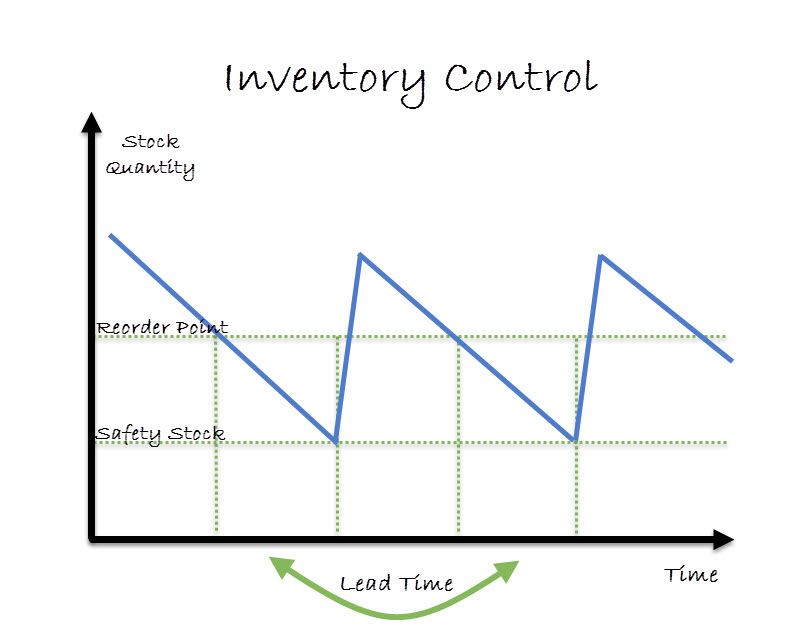
Figure 1: The theoretical on hand inventory level of a single item. This curve represents a part with a constant demand pattern, a fixed lead time, and a fixed safety stock quantity. The re-order point is indicated based on the part’s lead time.[/caption]
- Safety stock settings—safety stock is used to achieve high customer service levels by acting as a buffer to overcome supply variability (internal and external schedule performance), quality (internal and external) and inventory records errors. It can also be used to lower lead times for your customers and buffer against highly variable demand patterns. In Figure 1, the safety stock setting is modeled as a horizontal line and represents the minimum inventory that your planning system will keep on hand. Your inventory levels would be directly proportional to this setting.There are numerous ways to apply safety stock policies. They can be fixed or time-phased, they can be dynamic based on demand forecasts, and they can even be recommended by advanced systems using single-echelon inventory planning or multi-echelon inventory optimization techniques. Whatever method you choose, just make sure it’s based on more than gut instinct! Your safety stock should allow you to achieve your customer service targets without breaking the bank.
- Order policies—order policies allow you to tell your planning system how to calculate your supply requirements based on the current demand picture. The following are some key order policy modifiers that can have a major impact on the quality of your inventory. Lot size modifiers, such as minimums, multiples, and maximums, all affect the size of the orders that will be placed. They also impact the difference between your minimum and maximum inventory levels. These modifiers help improve cost efficiency through batching, but they can also increase the rigidity of the planning system. It’s important to ensure that you are striking the right balance between part cost and inventory carrying costs. Cycle time buffers are the back-offs that allow your planning system to account for things like the time that it takes to place an order and dock-to-stock time (especially where there’s an incoming quality inspection). Minimizing these back-offs by improving the efficiency of those processes can decrease the inventory’s dwell-time within your facility. In Figure 1, reducing these back-offs would increase the rate of consumption, so inventory levels would return to the minimum level faster.Periods of supply settings impact how often you make your orders, and therefore how large your orders are. You must find the balance between total order costs (every extra order adds processing costs) and inventory carrying costs. If you can reduce your periods of supply, then you can reduce the size of your orders and tighten the band between your minimum and maximum inventory levels.Once you’ve exhausted the opportunities with these traditional order policy settings, you might find additional opportunities by increasing the granularity of your planning. For example, you can use your planning system to recommend splitting purchase orders to tighten your supply-demand balance, or you can try to break up bills of material that have long cycle times to ensure that your parts are arriving at the right stage of the manufacturing process. These techniques can have significant pay-offs, but they require a deep understanding of your manufacturing and supply chain processes.
- Lead-time and cycle-time reduction—long supplier lead times require you to maintain higher safety stock levels, and they often drive larger order quantities. Looking back to Figure 1, shortening supplier lead times could shift the inventory curve down relative to the vertical axis, and therefore reduce the average inventory level required to maintain high customer service levels. Vendor managed inventory programs can play a big role to reduce supplier lead times and variability by providing better information to the supplier. Combining VMI programs with a consignment program can also go a long way to reducing total on hand inventory and cash-to-cash cycle times.Cycle time refers to how long the inventory is in house. Long and complex manufacturing processes often have long cycle times. There may be opportunities for an inventory manager to collaborate with manufacturing and industrial engineers to improve the velocity of inventory through the manufacturing process. This accelerates the rate of consumption, so inventory stays at its max level for less time.
- Reduce variability—variability is introduced by many different factors. Primarily, it comes from supplier lead time variability, internal cycle time variability, demand forecast variability, inventory record errors, engineering changes, and quality issues. All of these factors contribute to higher safety stock levels (the minimum inventory level in Figure 1).For an inventory manager to be successful, he needs to know these variability measurements, identify root causes, and collaborate to resolve these issues. This might mean rescheduling an engineering change, upgrading a manufacturing process, implementing a VMI program, or tightening inventory controls to improve accuracy.
- Increase agility—change is inevitable. A recent article from APICS suggests that chronic disruption impacts over 70% of supply chain managers. They identify the cause often stems from internal issues, including lack of qualified personnel and inadequate information technology. The inventory manager should be empowered to drive significant change in their organization to improve inventory results.
Early results of our survey on inventory management (details below) indicate that many of these levers aren’t controlled by the inventory manager. This makes sense, as the changes to these levers can have significant impacts on other parts of the company. This means that to effectively manage inventory it is critical that inventory managers can collaborate effectively with other teams in their organization. This includes material planners, buyers, business management, master schedulers, demand planners, customer service, finance, sales, and marketing. It often takes a company-wide effort to achieve success. The inventory manager should have the tools to drive this collaboration and, where needed, increase awareness of inventory issues to promote understanding. What else do you do at your company to improve the performance of your investment in inventory? Are there others key levers at your company? Please share them with me in the comments below.
If you’re an inventory manager and you haven’t yet completed our survey on inventory management, please take a few minutes to do it now. It doesn’t take long to complete, and I’ll be sharing your feedback in a blog post soon.
This series on inventory management continues next week with a post on the key metrics that can help you get the most out of your inventory management process. Interested in learning more about inventory management? Check out the rest of the blogs in this series.
- Are you getting the most out of your inventory management process?
- Is your inventory manager a firefighter or an air traffic controller?
- Inventory Metrics: From Insight to Action
- Inventory Management: Technology Enablers
- The Future of Inventory Management
Additional Resources
- Inventory optimization frequently asked questions
Discussions
You did not mention the problem of how to get rid of over-aged stock, which might solve the above problem of stock-reduction immediately - but that's another kind of financial problem.
As a conclusion - inventory management represents a supply chain issue, being accordingly driven by the organization/ management style of the Company, the KPI-System and the quality of planning based on good forecasts. - Requesting inventory reduction by x% is stupid and shows lack of managerial understanding in a supply chain environment. But it happens every day - also in so called Blue Chip Companies. The inventory manager is the victim. KS
Leave a Reply